Skip to content
Skip to content Common Mistakes in EDM for Mold Manufacturing
EDM is an important process method in mould manufacturing, especially in the injection mould manufacturing is more important. The mould factory in the EDM process link there are some misunderstandings, often lead to processing accuracy, surface, efficiency and so on can not meet the requirements. The following is a summary of the mould factory EDM common misconceptions.

Types of EDM
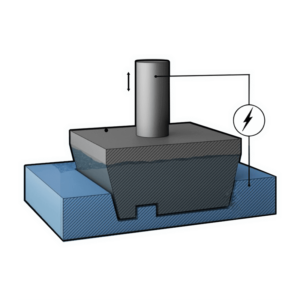
Sinker EDM
Die-Sinking EDM, also known as Ram EDM, involves using a shaped electrode that is submerged into a dielectric fluid to erode the material on the workpiece.
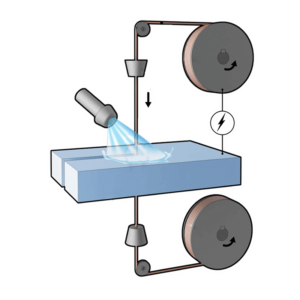
Wire EDM
Wire-Cut EDM uses a thin, electrically charged wire to cut through metal. It is especially useful for making intricate shapes and tight tolerances.
Hole Drilling EDM
Fast Hole Drilling EDM is used for drilling holes at high speeds, often used in applications requiring small, precise holes.
In edm Touching the centre of the workpiece with an electrode often "misses" the centre.
The method of using electrodes to directly touch the workpiece belongs to face contact. There are inevitably more or less minutiae between the contact surfaces, and there are also clamping accuracy errors on the contact surfaces, which will directly affect the accuracy of edge finding and centring. With this method, the accuracy of centring is not stable, and even large deviation occurs.
For CNC discharger, it is recommended to use the method of datum ball centring, which is a necessary method for discharging in mould factory. The usual practice is:
1) Clamp the workpiece;
2) Place a datum ball on the table;
3) Install a probe on the spindle head;
4) Centring the workpiece using the probe;
5) Centring the datum ball using the probe;
6) Remove the probe and install the electrode;
7) Subsequent electrodes are used to centre the datum ball.

Since the centring process is a point-to-point perceptual contact, high positioning accuracy in the μm class can be achieved. In addition, the distance travelled in the process of electrode centring of the datum ball becomes smaller, making it possible to make full use of the machine’s travel, and efficiency is also improved.
Of course, if the production process is more complete, the eccentricity of the electrode can be measured off-machine by means of a coordinate measurement, and the eccentricity value can be transmitted to the EDM machine, eliminating the need for centring on the EDM machine, which can significantly increase the machine tool’s crop rate and enhance the overall productivity of EDM machining.
The same electrode material is used in all cases
Most domestic mould enterprises use purple copper as electrode material. In the pursuit of high-efficiency processing today, have you ever bothered to examine the processing advantages of graphite electrodes? Maybe you will simply think that graphite electrode is only suitable for large mould processing or rough processing. In fact, this understanding is one-sided or still stuck in the traditional concept of mold making.
At present, more and more mould enterprises, began to use graphite electrodes to greatly shorten the mould manufacturing cycle. Because both the milling electrode or electrical discharge machining process, can greatly improve the processing efficiency, which is the significant advantage of graphite electrode. In addition, graphite as a large electrode light weight, narrow slit processing is not easy to deformation, CNC milling without burrs, can be designed to reduce the number of electrodes as a whole electrode, etc., are fully embodied in the advantages of graphite materials. Of course, in the requirements of Ra0.4μm below the fine surface processing, graphite processing is not very suitable.
For microfabrication, very low electrode loss is required. In this case, it is necessary to use high-quality copper violet electrodes or chrome copper electrodes. For the EDM of high value-added parts, the use of more expensive copper-tungsten alloys results in even lower electrode losses, especially in the machining of carbide-type workpieces.
In EDM, the electrode spark gap is set very small, which drastically reduces machining efficiency.
Most of the enterprises are upgraded from the use of traditional amplifier to CNC amplifier, many factories in the use of CNC amplifier, the electrode spark bit process is still referred to the traditional amplifier, such as roughing electrode spark bit to take a single side of 0.15mm, finishing electrode to take a single side of 0.05mm.
The small electrode spark level greatly restricts the CNC discharge motor from using larger current for high-speed machining. In fact, after high-speed cut-in machining, the cavity side can be quickly polished only by flat machining, which is the process method to achieve the perfect effect of discharge surface, efficiency and accuracy index. Here to provide a reference, CNC discharge motor roughing electrode spark bit to take a single side of 0.3 ~ 0.15mm, finishing electrode to take a single side of 0.15 ~ 0.05mm. need to refer to the discharge area and the amount of processing, in the case of the area allows, as far as possible, will be the spark bit to do some big, can be obtained or even up to a few times of the processing efficiency.
Still using manual chucks for mounting and adjusting electrodes
Enterprises out of strength or cost considerations, the use of traditional manual collets to install and adjust the electrode, this method is simple and practical, is commonly used. However, some enterprises have purchased hundreds of thousands of CNC discharge machines and are still using manual collets.
The use of traditional manual collets, the actual utilisation of the machine tool is not high, in the case of production efficiency can not be met only to spend more money to invest in additional discharge machine tools. In fact, a good horse needs to be equipped with a good saddle, CNC machine should be configured such as 3R rapid clamping positioning fixture, which can eliminate the process of manual table, reducing the machine’s frequent standby to improve production efficiency.
High finish machining of large areas is difficult to achieve
If the company’s mould EDM belongs to a large area (more than 30cm2) type, and the surface is required to be under VDI18, and uniform spark texture is required, such as the TV remote control type cavity. Then EDM is a headache, often for the texture of the back and forth for trimming, processing efficiency is also very low.
If it is a batch discharge processing large area, large cavity type moulds, should consider using mixed powder processing technology, can greatly improve the processing efficiency, easier to get a large area of fine texture or mirror surface.
Never use the sidestroke and slash functions in EDM
The CNC discharge motor can realise side punching, oblique punching and multi-axis linkage machining. For example, there are some injection moulding inserts with relatively thin and deep glue bits around, these parts are very suitable for side hitting.
Discharge to remove the tool R angle left after cutting processing is a relatively common type of processing, if the X, Y, Z three-axis linkage method, i.e., oblique processing, can be avoided due to the small area of the processing part of the discharge instability, electrode local loss of the phenomenon.
The oblique sprue machining on the mould, many factories follow the Z-vertical machining by swinging the mould diagonally. In fact, you can use the CNC EDM machine’s slanting function to complete, set the starting point, the end point can be achieved by the processing of the slanting gate. It is necessary to design the electrodes according to the method of tilting when designing the electrodes.
Some factories are equipped with high-end CNC EDM machines, which are also equipped with C-axis. However, they do not use the C-axis function when machining the bullseye gate of the mould inserts, and the inserts are divided into two halves for the purpose of machining the bullseye gate. Instead, the insert is split into two halves for machining of the sprue. In fact, servo machining of the C-axis is sufficient.
Incorrect EDM surface quality control
Some mould enterprises, manufacturing mould requirements are not very high, discharge parts are basically followed by polishing treatment, while their discharge is in pursuit of VDI18 or even mirror processing requirements, while at the same time complaining that the discharge speed is too slow, the delivery time is too late.
The factory should control the discharge surface quality correctly according to the different requirements of the mould, and distinguish whether the priority of the discharge is efficiency or quality. For most of the subsequent processing parts to be polished, the discharge process can reach VDI22 or above; for the subtle parts, in order to avoid polishing deformation can be processed finer. It should be emphasised here that in pursuit of a high quality matt surface below VDI22, the discharge time will increase significantly, while the electrode loss will also increase.
Mirror EDM Misconceptions
For mould factories that have not been exposed to mirror EDM, they will be quite interested in this technology. But unfortunately, due to the lack of practical experience, some of their incorrect perceptions can easily lead to processing failure cases.
In fact, for CNC electrical discharge machine, it is not difficult to achieve mirror machining, whether to achieve high-quality mirror effect, in addition to the selected processing parameters, which depends largely on the workpiece material, some materials such as SKD11, DC53, counterfeit S136 is in any case can not achieve a good mirror effect, so be sure to judge the material and then decide to mirror discharge, or it may be a waste of time and can not meet the requirements or lead to repeated trimming.
The main lesson learnt from mirror machining is time control. How much time should be set for how large an area, and experienced masters can flexibly realise efficient mirror production.
FAQ
Q:What is EDM used for in mould manufacturing?
A:EDM is used for creating precise and intricate mold components, especially in applications requiring complex geometries and high surface finishes.
Q:How can I improve the accuracy of my EDM process?
A:Using reference balls and probes for centering, selecting appropriate electrode materials, and optimizing spark gap settings can improve accuracy.
Q:Why is the choice of electrode material important in EDM?
A:Different electrode materials offer varying benefits in terms of machining efficiency, surface finish, and wear resistance, impacting the overall quality and efficiency of the EDM process.
Q:What are the benefits of using quick clamping systems in EDM?
A:Quick clamping systems reduce setup times, increase machine utilization, and enhance overall production efficiency by allowing rapid and precise electrode adjustments.
Q:How can I achieve a high-quality mirror finish with EDM?
A:Achieving a high-quality mirror finish requires selecting the right materials, controlling machining parameters precisely, and leveraging the experience of skilled operators.